Bei technischen Projekten, ob es sich nun um Rohrleitungssysteme, die Integration von Anlagen oder die automatische Steuerung handelt, sind Ventile unverzichtbare Komponenten. Ihr Design, ihre Präzision und ihre Materialzusammensetzung müssen auf die spezifischen Betriebsbedingungen, Medien und Steuerungsanforderungen abgestimmt sein. Obwohl dies oft übersehen wird, sind kritische Ventilkomponenten wie Kugeln, Schieber, Spindeln, Sitze und Flansche in hohem Maße auf die CNC-Bearbeitung (Computer Numerical Control) angewiesen, um die erforderliche Genauigkeit zu erreichen, insbesondere bei Anwendungen, die eine robuste Abdichtung, eine präzise Betätigung oder eine hohe Druckkorrosionsbeständigkeit erfordern.
Im Zuge der fortschreitenden Automatisierung und Steuerung der Industrie ist die Nachfrage nach Ventilen mit höchster Präzision und Konsistenz stark gestiegen. Die CNC-Bearbeitung ist zu einem Eckpfeiler der Ventilherstellung geworden und ermöglicht die Produktion komplexer, hochwertiger Komponenten für Standard- und kundenspezifische Konstruktionen. Unabhängig davon, ob Sie an der Beschaffung, Konstruktion oder Fertigung beteiligt sind, kann das Verständnis gängiger Ventiltypen, ihrer Anwendungen und der Rolle der CNC-Bearbeitung die Entscheidungsfindung verbessern, Kosten optimieren und den Projekterfolg sicherstellen.
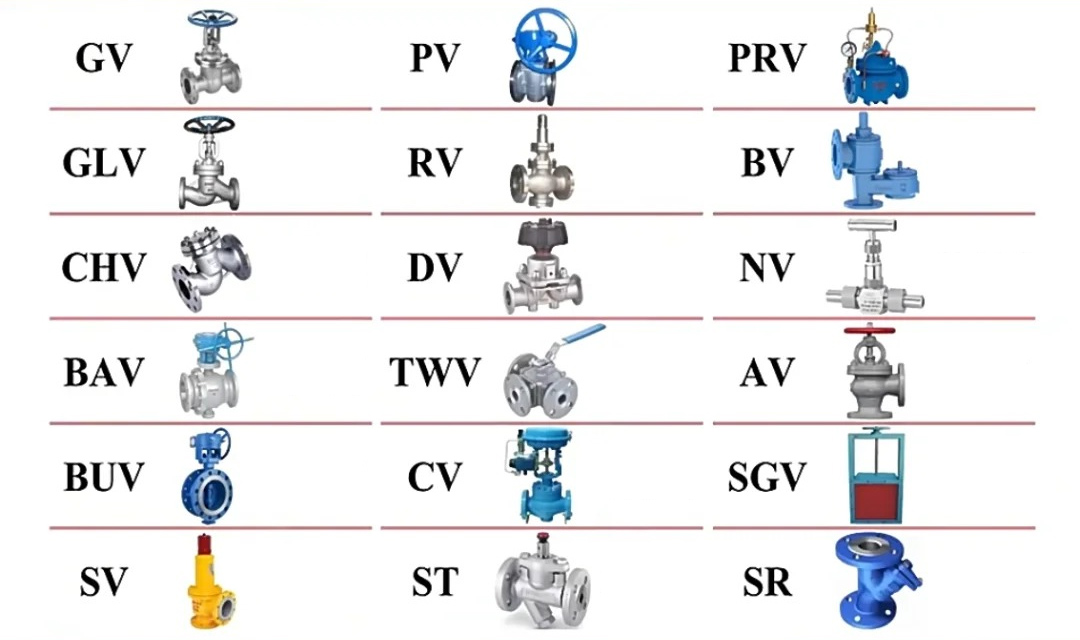
Gängige Ventiltypen und ihre CNC-gefertigten Komponenten
Ventile gibt es in verschiedenen Ausführungen, die jeweils auf bestimmte Funktionen und Betriebsbedingungen zugeschnitten sind. Die CNC-Bearbeitung wird in erster Linie zur Herstellung kritischer Komponenten wie Ventilgehäuse, Schieber, Spindeln, Sitze und Anschlussflansche eingesetzt. Die Struktur und die Präzisionsanforderungen an diese Komponenten variieren je nach Ventiltyp. Im Folgenden finden Sie einen detaillierten Überblick über gängige Ventiltypen, ihre CNC-gefertigten Teile und ihre Anwendungsmerkmale.
Übersicht der Ventiltypen
In der nachstehenden Tabelle sind die wichtigsten Ventiltypen, ihre CNC-gefertigten Komponenten und ihre Hauptanwendungen zusammengefasst:
| Ventil Typ | Gemeinsame CNC-gefertigte Komponenten | Anwendungsmerkmale |
|---|---|---|
| Kugelhahn | Kugel, Spindel, Sitz | Schnelles Öffnen/Schließen, ideal für die Ein/Aus-Steuerung, hervorragende Abdichtung |
| Absperrschieber | Schieber, Spindel, Gehäuse | Geeignet für hohe Durchflussraten, geringer Widerstand, einfache Struktur |
| Durchgangsventil | Scheibe, Sitz, Motorhaube | Hohe Präzision bei der Durchflussregelung, geeignet für kleine Durchmesser |
| Drosselklappe | Scheibe, Körper, Welle | Leichtes Gewicht, ideal für Lüftungssysteme oder Niederdruckanwendungen mit großem Durchmesser |
| Rückschlagventil | Scheibe, Führung, Federteller | Verhindert Rückfluss, wird häufig an Pumpenauslässen verwendet |
| Sicherheitsventil | Feder, Spindel, Führungsstruktur | Automatische Entlastung von Überdruck zur Gewährleistung der Systemsicherheit |
| Steuerventil | Spule, Führungshülse, Verbinder | Präzise Durchflussregelung für automatisierte Steuerungssysteme |
| Nadelventil | Nadel, Gewindesitz, Körper | Hohe Einstellbarkeit, geeignet für kleine Durchflussmengen oder experimentelle Einstellungen |
| Vakuum-/Sanitärventil | Dichtungsring, polierter Hohlraum, hochglanzpolierte Spule | Einsatz in Reinräumen, in der Biopharmazie und in der Elektronikindustrie |

Überlegungen zur CNC-Bearbeitung von Ventilkomponenten
Jeder Ventiltyp stellt besondere Anforderungen an die CNC-Bearbeitung. Zum Beispiel:
- Kugelhähne: Die Kugel erfordert eine sphärische Bearbeitung mit einer Oberflächengüte von Ra 0,4-0,8 µm und einer Sphärizitätstoleranz von ±0,01 mm, um eine leckdichte Abdichtung zu gewährleisten.
- Schieberventile: Die Dichtungsflächen der Schieber erfordern eine Ebenheit von ±0,02 mm, die durch Präzisionsfräsen oder -schleifen erreicht wird.
- Durchgangsventile: Die Scheibe und der Sitz erfordern eine präzise Winkelbearbeitung (z. B. 30°-45° Dichtungswinkel), um die Durchflusskontrolle zu optimieren.
- Sanitärarmaturen: Die Innenflächen müssen auf Hochglanz poliert werden (Ra 0,2 µm), um den Hygienestandards zu entsprechen, was häufig ein CNC-gesteuertes Elektropolieren erfordert.
Zu den typischen Bearbeitungsverfahren gehören Drehen, Fräsen, Bohren, Schleifen und Polieren, die auf 3- bis 5-Achsen-CNC-Maschinen durchgeführt werden, um komplexe Geometrien und enge Toleranzen zu erreichen.
Industrie-spezifische Ventilanwendungen
Verschiedene Branchen haben unterschiedliche Anforderungen an Ventile, die von den Betriebsbedingungen, den gesetzlichen Normen und den Materialvorlieben beeinflusst werden. Das Verständnis dieser Anwendungen hilft bei der Auswahl des richtigen Ventiltyps und der Optimierung von CNC-Bearbeitungsprozessen.
Öl- und Gasindustrie
Gemeinsame Ventile: Kugelhähne nach API-Norm, Hochdruckschieber, Rückschlagventile, Brandschutzventile
Anwendungen: Sie werden in Öl- und Gaspipelines für die Auf/Zu-Steuerung, den Explosionsschutz, die Korrosionsbeständigkeit und den Hochdruckbetrieb eingesetzt. Diese Ventile werden oft an abgelegenen oder unbemannten Standorten eingesetzt.
CNC-Bearbeitung Anmerkungen: Komponenten wie Ventilgehäuse und -kugeln werden aus Materialien wie Edelstahl 316 oder Inconel bearbeitet, mit Toleranzen von ±0,015 mm für Flanschverbindungen. Die Schnittgeschwindigkeiten für Edelstahl 316 liegen in der Regel bei 50-70 m/min, mit einer Vorschubgeschwindigkeit von 0,1-0,2 mm/U.
Chemische und feinchemische Industrie
Gemeinsame Ventile: Fluorgefütterte Kugelhähne, Membranventile, faltenbalggedichtete Durchgangsventile
Anwendungen: Konzipiert für Säure-/Laugenbeständigkeit und Langzeitbetrieb bei hohen Temperaturen, mit dem Schwerpunkt auf Leckagevermeidung und Korrosionsbeständigkeit.
CNC-Bearbeitung Anmerkungen: Membranventilgehäuse erfordern ein präzises Fräsen der inneren Hohlräume (Ra 0,8 µm), um PTFE-Auskleidungen aufnehmen zu können. Gewindesitze werden mit einer Schnittgeschwindigkeit von 30-50 m/min bearbeitet, um Materialverschleiß zu vermeiden.
Stromerzeugungsindustrie
Gemeinsame Ventile: Hochtemperatur-/Hochdruck-Absperrventile, Kraftwerksschieber, Sicherheitsventile
Anwendungen: Wird in Kesseldampfsystemen, Druckbehältereinlässen/-auslässen und Notauslasssystemen verwendet.
Anmerkungen zur CNC-Bearbeitung: Sicherheitsventilfedern und -schäfte werden aus hochfesten Legierungen wie 17-4 PH mit einer Oberflächengüte von Ra 0,4 µm bearbeitet. Zu den Drehparametern gehören eine Schnittgeschwindigkeit von 80-120 m/min und ein Vorschub von 0,1-0,15 mm/Umdrehung.
Kommunale und Wasseraufbereitung
Gemeinsame Ventile: Elastisch dichtende Schieber, geflanschte Absperrklappen, geräuscharme Rückschlagventile
Anwendungen: Wird in Wasserversorgungsnetzen, bei der Abwasserbehandlung, in Pumpstationen und bei der Regenwasserbewirtschaftung eingesetzt.
CNC-Bearbeitung Anmerkungen: Klappenscheiben müssen profilgefräst werden, um einen Kegelwinkel von 5°-10° zu erreichen, mit einer Toleranz von ±0,02 mm. Die Fräsparameter umfassen eine Schnittgeschwindigkeit von 70-100 m/min und einen Vorschub von 0,15-0,3 mm/Zahn.
Lebensmittel- und pharmazeutische Industrie
Gemeinsame Ventile: Sanitär-Schnellverschluss-Kugelhähne, Membranventile, Clamp-Absperrklappen
Anwendungen: Sie erfüllen die CIP/SIP-Reinigungsanforderungen, gewährleisten Sterilität, ermöglichen eine einfache Demontage und sind korrosionsbeständig.
CNC-Bearbeitung Anmerkungen: Die Hohlräume der Ventile werden mittels CNC-gesteuertem Elektropolieren auf Ra 0,2 µm poliert. Die Komponenten werden aus rostfreiem Stahl 316L mit einer Schnittgeschwindigkeit von 60-90 m/min bearbeitet.
Reinräume, Laboratorien und Elektronik
Gemeinsame Ventile: Gasnadelventile, Vakuumventile, Proportionalventile
Anwendungen: Steuerung hochreiner Gase, Vakuumsysteme und Luftstromregelung in sensiblen Umgebungen.
CNC-Bearbeitung Anmerkungen: Nadelventilnadeln erfordern ein Präzisionsdrehen mit einer Toleranz von ±0,005 mm für den Spitzendurchmesser. Zu den Schleifparametern gehört eine Schnittgeschwindigkeit von 20-30 m/min, um eine Hochglanzoberfläche zu erzielen.
Klassifizierung der Ventile nach Funktion
Die Vielfalt der Ventiltypen kann überwältigend sein. Ein praktischer Ansatz besteht darin, Ventile nach ihrer primären Funktion zu klassifizieren, d. h. danach, wofür sie in einem System ausgelegt sind. Diese Sichtweise vereinfacht die Auswahl und verdeutlicht die Rolle der CNC-Bearbeitung bei der Erfüllung der funktionalen Anforderungen.
Funktionskategorien und Beispiele
In der folgenden Tabelle sind die Ventile nach ihrer Funktion kategorisiert, wobei gängige Typen und ihre Aufgaben aufgeführt sind:
| Funktion | Gängige Ventiltypen | Beschreibung |
|---|---|---|
| Ein/Aus-Steuerung | Kugelhahn, Absperrschieber, Durchgangsventil, Absperrklappe | Am häufigsten verwendet, um den Durchfluss vollständig zu öffnen oder zu schließen |
| Durchfluss-/Druckregelung | Regelventil, Nadelventil, Kugelhahn mit V-Anschluss | Präzise Kontrolle der Durchflussmenge oder des Drucks |
| Rückflussverhinderung | Rückschlagventil (Heben, Schwenken) | Verhindert den Rückfluss, wird normalerweise nach Pumpen oder Gasquellen installiert |
| Überdruckschutz | Sicherheitsventil, Überdruckventil | Öffnet sich automatisch zur Entlastung von Überdruck |
| Strömungsumlenkung/-verlagerung | Drei-Wege-Ventil, Kükenventil, Mehrwegeventil | Leitet den Fluss zwischen mehreren Pfaden um |
| Pneumatische Steuerung | Pneumatisches Kugelventil, Pneumatische Absperrklappe | Integriert mit PLC/Gasquellensteuerungssystemen |
| Elektrische/Automatische Steuerung | Elektrisches Steuerventil, Solenoidventil | Funktioniert über elektrische Signale für die Fernsteuerung |
| Vakuum-/Reinigungsanwendungen | Vakuum-Isolierventil, Sanitärventil | Gewährleistet einen kontaminationsfreien Betrieb in sensiblen Umgebungen |
| Mikro-Durchflussregelung | Nadelventil, elektrisches Proportionalventil | Hochpräzise Einstellung für experimentelle oder präzise Anwendungen |
CNC-Bearbeitung für funktionale Präzision
Jede Funktionskategorie erfordert spezifische Bearbeitungstechniken:
- On/Off-Ventile: Benötigt werden robuste Komponenten wie Ventilgehäuse und -schäfte, die mit Toleranzen von ±0,02 mm für eine zuverlässige Abdichtung bearbeitet werden. Zu den Drehparametern gehören eine Schnittgeschwindigkeit von 80-120 m/min und ein Vorschub von 0,2-0,4 mm/Umdrehung.
- Steuerventile: Spulen und Führungshülsen müssen präzise gefräst werden, um Spalttoleranzen von ±0,01 mm zu erreichen und eine reibungslose Betätigung zu gewährleisten.
- Vakuum-Ventile: Die Innenflächen werden durch CNC-Schleifen oder Läppen auf Ra 0,2 µm poliert, um eine Verunreinigung durch Partikel zu verhindern.

Warum die CNC-Bearbeitung für die Ventilherstellung entscheidend ist
Die CNC-Bearbeitung ist ein wesentlicher Bestandteil der Ventilproduktion, da sie strenge Anforderungen an Präzision, Oberflächenqualität, Materialvielfalt und komplexe Geometrien erfüllen kann. Nachfolgend sind die wichtigsten Gründe aufgeführt, warum die CNC-Bearbeitung unverzichtbar ist:
Hohe Präzision
Ventile erfordern oft extrem enge Toleranzen, insbesondere bei den Dichtflächen. So müssen beispielsweise Kugelventilkugeln eine Rundheit von ±0,01 mm und eine Durchmessertoleranz von ±0,005 mm einhalten, um eine Leckagefreiheit zu gewährleisten. CNC-Maschinen, die mit hochauflösenden Drehgebern und Servosteuerungen ausgestattet sind, erreichen diese Toleranzen konstant.
Beispiel Parameter: Für eine Kugel aus Edelstahl 316 wird das Kugeldrehen mit einer Schnittgeschwindigkeit von 60-80 m/min, einem Vorschub von 0,05-0,1 mm/U und einer Schnitttiefe von 0,2-0,5 mm durchgeführt. Das Läppen nach der Bearbeitung gewährleistet eine Oberflächengüte von Ra 0,4 µm.
Hervorragende Oberflächengüte
Anwendungen wie Nadelventile und Vakuumventile erfordern spiegelglatte Oberflächen (Ra 0,2-0,4 µm), um Reibung und Verschmutzung zu minimieren. Die CNC-Bearbeitung, kombiniert mit Polieren oder Läppen, liefert diese Oberflächengüte zuverlässig.
Beispiel Parameter: Für einen Vakuumventilschieber wird das CNC-Schleifen mit einer Scheibengeschwindigkeit von 25-35 m/min und einem Vorschub von 0,01-0,02 mm/Durchgang durchgeführt, gefolgt vom Läppen mit Diamantpaste.
Material Vielseitigkeit
Ventile werden aus verschiedenen Materialien hergestellt, darunter Edelstahl (316L, 410), Titanlegierungen, Kupferlegierungen und Polymere wie PTFE. CNC-Maschinen sind anpassungsfähig, mit Werkzeugwegen und Schnittparametern, die für die Eigenschaften des jeweiligen Materials optimiert sind.
Beispiel Parameter: Für Vorbauten aus Titanlegierungen wird das Drehen mit einer Schnittgeschwindigkeit von 40-60 m/min, einem Vorschub von 0,08-0,12 mm/U und einer Schnitttiefe von 0,3-0,7 mm durchgeführt, wobei Hartmetallwerkzeuge verwendet werden, um den Werkzeugverschleiß zu minimieren.
Komplexe Geometrien
Ventile wie Dreiwegeventile, V-Port-Ventile und Proportionalventile weisen komplizierte Geometrien auf, die für herkömmliche Fertigungsmethoden wie das Stanzen unpraktisch sind. Die CNC-Bearbeitung, insbesondere das 5-Achsen-Fräsen, ermöglicht die Herstellung dieser komplexen Formen in kleinen Serien.
Beispiel Parameter: Für einen V-förmigen Ventilschieber wird das 5-Achsen-Fräsen mit einer Schnittgeschwindigkeit von 70-100 m/min, einem Vorschub von 0,1-0,2 mm/Zahn und einer Zustellung von 0,5-1 mm verwendet, um das V-förmige Profil zu erhalten.
Schlussfolgerung
Ventile sind für unzählige technische Anwendungen von entscheidender Bedeutung, von Ölpipelines bis zu pharmazeutischen Reinräumen. Ihre unterschiedlichen Typen, Funktionen und branchenspezifischen Anforderungen machen deutlich, wie wichtig es ist, ihre Konstruktions- und Fertigungsprozesse zu verstehen. Die CNC-Bearbeitung spielt eine zentrale Rolle bei der Herstellung hochpräziser, zuverlässiger Ventilkomponenten, die den Anforderungen moderner Industriesysteme gerecht werden. Durch die Beherrschung der Ventiltypen, ihrer Anwendungen und der Feinheiten der CNC-Bearbeitung können Fachleute in den Bereichen Beschaffung, Konstruktion und Fertigung fundierte Entscheidungen treffen, die Leistung optimieren und den Projekterfolg fördern.
Häufig gestellte Fragen (FAQ)
Welches sind die gängigsten Ventiltypen, die in industriellen Anwendungen eingesetzt werden?
Zu den gängigen Ventiltypen gehören Kugelhähne, Schieber, Ventile, Absperrklappen, Rückschlagventile, Sicherheitsventile, Regelventile und Nadelventile. Jedes dieser Ventile ist für bestimmte Funktionen ausgelegt, wie z. B. Ein-/Aus-Regelung, Durchflussregelung oder Rückflussverhinderung, je nach Branche und Betriebsbedingungen.
Warum ist die CNC-Bearbeitung für die Armaturenherstellung so wichtig?
Die CNC-Bearbeitung bietet die hohe Präzision, die hervorragende Oberflächengüte, die Vielseitigkeit der Werkstoffe und die Fähigkeit zur Herstellung komplexer Geometrien, die für Ventilkomponenten erforderlich sind. So lassen sich beispielsweise Toleranzen von ±0,005 mm für Dichtungsflächen und Oberflächengüten von bis zu Ra 0,2 µm für Sanitäranwendungen erzielen.
Wie wirkt sich die Wahl des Materials auf die CNC-Bearbeitung von Ventilen aus?
Materialeigenschaften wie Härte, Korrosivität und Bearbeitbarkeit beeinflussen die CNC-Parameter. So erfordert beispielsweise rostfreier Stahl niedrigere Schnittgeschwindigkeiten (50-70 m/min), um Kaltverfestigung zu vermeiden, während PTFE spezielle Werkzeuge erfordert, um Verformungen zu vermeiden. CNC-Maschinen sind an diese Unterschiede anpassbar.
Welche Toleranzen sind bei Ventilkomponenten durch CNC-Bearbeitung erreichbar?
Durch die CNC-Bearbeitung können bei kritischen Merkmalen wie Kugelventilkugeln oder Nadelventilspitzen Toleranzen von bis zu ±0,005 mm erreicht werden. Die allgemeinen Toleranzen für Ventilgehäuse und Flansche liegen in der Regel bei ±0,02 mm und gewährleisten zuverlässige Leistung und Montage.