Tool regrinding is a vital process in modern tool management, particularly in machining operations, as it significantly reduces costs by extending tool life and minimizing inventory requirements. Step drills, widely used in automotive engine manufacturing for components like cylinder blocks, cylinder heads, and crankshafts, are prime candidates for regrinding due to their robust design. This article provides a detailed exploration of methods to increase the regrinding frequency and quality of step drills, offering practical solutions to optimize tool performance and reduce operational costs.
Understanding Tool Regrinding in Machining
Tool regrinding involves restoring the cutting edges and geometric parameters of worn tools to enable their reuse. During machining, cutting tools experience wear due to friction, heat, and material removal, which dulls their cutting edges. While some tools become unusable after wear, many, including step drills, can be reground to restore their functionality. Regrinding entails grinding the tool’s flank face to recreate sharp cutting edges, precise angles, and accurate dimensions, allowing the tool to perform comparably to a new one.
In automotive engine production, hole machining constitutes approximately 25% of all machining operations, making drills, particularly step drills, critical tools. Step drills are designed to create holes with multiple diameters in a single operation, making them ideal for regrinding due to their robust structure. The number of regrinding cycles depends on the tool’s design, material, and machining requirements. For pre-machining or low-precision holes, step drills can typically be reground 15–20 times, while high-precision holes may allow 5–8 regrinds due to stricter tolerances.
The regrinding process requires precise control to maintain the tool’s geometry, including the rake angle, clearance angle, and cutting edge length. Proper regrinding ensures consistent machining performance, reduces downtime, and lowers the need for frequent tool replacements, directly impacting production efficiency.
Limitations in Traditional Step Drill Regrinding
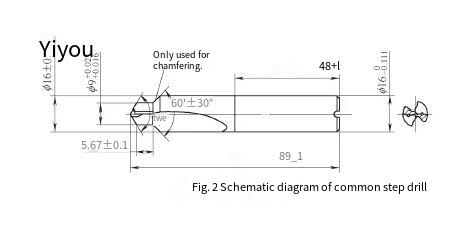
Traditional step drills used in automotive engine machining, such as those for crankshaft center hole pre-drilling, often face constraints in regrinding frequency. A primary limitation is the short cutting edge length on the first step, which is often dictated by specific process requirements. For instance, a step drill with a first-step cutting edge length of 5.67 ± 0.1 mm may only support one regrind after processing 5,000 parts, as further grinding compromises the edge’s integrity or dimensional accuracy. This limitation results in underutilization of the tool material, leading to increased tool costs and production expenses.
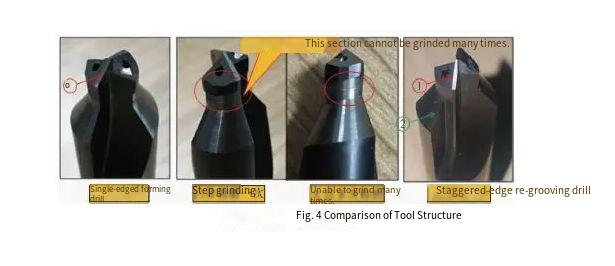
The issue stems from the single cutting edge design of conventional step drills. After initial wear, the short cutting edge cannot withstand multiple regrinding cycles without losing its cutting performance or failing to meet dimensional tolerances. In high-volume production environments, this leads to frequent tool replacements, increased downtime, and higher operational costs, posing a significant challenge to cost-effective manufacturing.
Redesigned Cutting Edge Structure for Enhanced Regrinding
To overcome the limitations of traditional step drills, a redesigned cutting edge structure is proposed to increase regrinding frequency while maintaining performance. The solution focuses on optimizing the step drill’s geometry to create a staggered cutting edge (wrong-blade) structure, which enhances regrindability. The key modifications include:
- First Step Modification: Extend the effective cutting edge length of the first step to allow for multiple regrinding cycles without compromising dimensional accuracy. For example, increasing the cutting edge length from 5.67 mm to 7–8 mm provides additional material for grinding.
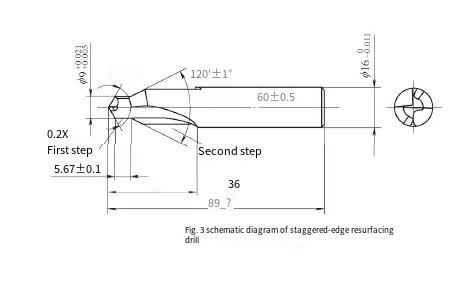
- Second Step Modification: Introduce a separate cutting edge for the chamfer and second step, with an adjusted phase angle to form a single-step, single-edge staggered structure. This design reduces stress concentration and improves cutting efficiency.
This redesigned structure, referred to as a staggered multi-groove drill, allows each step’s cutting edge to be independently reground, significantly increasing the tool’s regrinding frequency. The design ensures compatibility with existing machining requirements, maintaining precision and performance while maximizing material utilization.
Technical Implementation of the Staggered Cutting Edge Design
Implementing the staggered cutting edge design requires precise adjustments to the tool’s geometry and regrinding process. The following steps outline the technical approach:
- Wear Pattern Analysis: Assess the wear patterns of the first and second steps to determine the optimal extension for the first step’s cutting edge. This ensures sufficient material remains for multiple regrinds without affecting performance.
- Geometric Redesign: Adjust the first step’s cutting edge length to 7–8 mm, depending on machining requirements. The second step’s chamfer and phase angle are modified to create a staggered structure, reducing stress during cutting and improving chip evacuation.
- Regrinding Process Optimization: Develop a grinding protocol that preserves the staggered structure during each regrind. This involves controlling the flank face angle (typically 8–12 degrees) and ensuring cutting edge sharpness to maintain performance.
- Material Compatibility: Verify that the tool material, such as high-speed steel (HSS) or carbide, supports extended regrinding without micro-cracking or loss of hardness. Carbide tools, for instance, require diamond grinding wheels to achieve precise results.
The redesigned drill integrates seamlessly with existing machining setups, requiring minimal changes to machine tools or processes. This ensures practical implementation in production lines while delivering significant improvements in regrinding outcomes.
Performance Outcomes of the Redesigned Step Drill
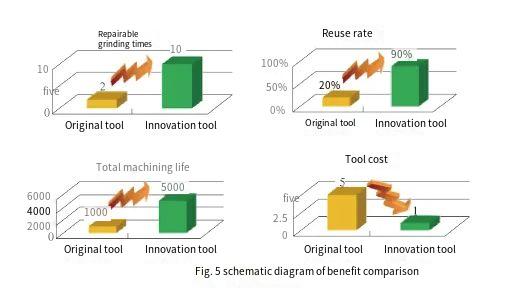
The redesigned step drill with a staggered cutting edge structure delivers substantial improvements in regrinding frequency and tool life. The following table compares the performance of the traditional and optimized designs:
| Parameter | Traditional Step Drill | Optimized Staggered Drill |
|---|---|---|
| Regrinding Frequency | 2 times | 10 times |
| Tool Material Utilization Rate | 20% | 90% |
| Total Tool Life (Parts Processed) | ~5,000 parts | ~25,000 parts |
| Cost Reduction | Baseline | ~80% reduction |
The optimized design increases regrinding frequency from 2 to 10 cycles, improving material utilization from 20% to 90%. This results in a fivefold increase in total tool life, enabling the drill to process approximately 25,000 parts compared to 5,000 parts for the traditional design. Consequently, tool-related costs are reduced by approximately 80%, significantly lowering production expenses and improving overall efficiency.
Key Factors for Successful Regrinding
Achieving high regrinding frequency and quality requires careful consideration of several factors beyond tool geometry:
- Tool Material Properties: The choice of tool material, such as cobalt, tungsten, or titanium-based alloys, impacts regrinding durability. Carbide tools require precise grinding to avoid micro-chipping, while HSS tools offer greater flexibility but lower hardness.
- Machining Parameters: Cutting speed, feed rate, and coolant usage influence wear patterns and regrinding outcomes. For example, a cutting speed of 80–120 m/min and a feed rate of 0.1–0.2 mm/rev are typical for step drills in automotive applications.
- Workpiece Material: The properties of the workpiece, such as cast iron or aluminum alloys used in engine components, affect tool wear and regrinding requirements. Harder materials may necessitate more frequent regrinds with stricter tolerances.
- Grinding Equipment: High-precision CNC grinding machines with diamond or CBN wheels are essential for maintaining the staggered structure and achieving consistent results across multiple regrinds.
By optimizing these factors, manufacturers can ensure that regrinding not only extends tool life but also maintains machining quality, reducing variability in production outcomes.
Practical Considerations for Implementation
Implementing the redesigned step drill requires alignment with existing production processes. Key considerations include:
- Operator Training: Train personnel on the new grinding protocol to ensure consistency in regrinding quality. This includes understanding the staggered structure and its impact on tool performance.
- Quality Control: Implement rigorous inspection processes post-regrinding to verify cutting edge sharpness, geometric accuracy, and surface finish. Tools like optical comparators or CMMs can ensure compliance with tolerances.
- Cost-Benefit Analysis: Evaluate the initial investment in redesigning tools and upgrading grinding equipment against the long-term savings from increased regrinding frequency and reduced tool costs.
These considerations ensure that the benefits of the redesigned step drill are fully realized in a production environment, delivering consistent performance and cost savings.
Conclusion
Enhancing the regrinding frequency of step drills is a critical strategy for reducing costs and improving efficiency in automotive engine machining. By redesigning the cutting edge to incorporate a staggered multi-groove structure, manufacturers can increase regrinding frequency from 2 to 10 cycles, improve material utilization to 90%, and reduce tool costs by approximately 80%. The technical implementation involves extending the first step’s cutting edge, optimizing the second step’s geometry, and refining the regrinding process to maintain performance. By addressing material properties, machining parameters, and grinding equipment, manufacturers can maximize regrinding success. This approach not only extends tool life but also supports sustainable manufacturing by reducing resource consumption, making it a practical and impactful solution for modern machining operations.