This document provides a comprehensive overview of the machining and inspection processes for involute splines with missing teeth, specifically designed for components like the sliding yoke of an SUV driveshaft. The focus is on the functionality of missing teeth, the machining process using a multi-station vertical broaching machine, and the inspection methods to ensure dimensional and angular accuracy. The content is structured to deliver technical, reliable, and systematic information based on practical experience.
Functionality of Missing Teeth in Involute Splines
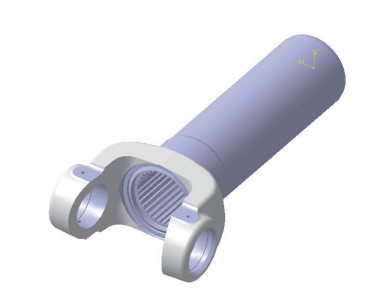
Involute splines are commonly designed with full teeth for uniform load distribution and ease of machining. However, in specific applications, such as the sliding yoke of a rear-wheel-drive SUV driveshaft, missing teeth are incorporated to serve critical functional purposes. The sliding yoke, which connects directly to the transmission output shaft, features an internal spline with two missing teeth at 180° intervals. These missing teeth serve dual purposes: facilitating oil return and pressure relief, and acting as a reference for manufacturing and assembly processes.
Oil Return and Pressure Relief: During vehicle operation, road irregularities cause the distance between the drive axle and transmission to vary, leading to rapid axial sliding between the internal and external splines. In a full-tooth spline configuration, the sealed cavity traps lubricating oil, impeding smooth sliding and risking damage to the transmission system. By incorporating two missing teeth at 180° intervals, high-pressure oil can flow from the high-pressure side to the low-pressure side during relative displacement, enabling smooth axial movement and protecting the transmission system.
Process Positioning: Beyond oil management, missing teeth serve as a circumferential reference for manufacturing and assembly. In machining, they act as a datum for features such as cross-shaft bearing holes, casting holes, casting grooves, and snap ring grooves. During automated assembly, missing teeth ensure accurate circumferential positioning of components. Manufacturing engineers also use the missing teeth as a reference for designing finishing fixtures, achieving datum coincidence and uniformity.

Machining Process for Involute Splines with Missing Teeth
The machining of involute splines with missing teeth requires precise control to meet dimensional and positional tolerances, particularly when the missing teeth have specific angular requirements relative to the component’s external contour. The sliding yoke discussed here has a major diameter tolerance of 0 to 0.025 mm, a spline length of 205 mm, and an angular tolerance of ±1° for the missing teeth relative to the yoke’s arc centerline. The process employs a three-station vertical broaching machine, a specialized involute broach, and custom fixtures to achieve high-efficiency, single-pass broaching.
Equipment Overview: The three-station vertical broaching machine can process up to three parts simultaneously. Equipped with a 1600 mm long involute broach, it completes the spline in a single pass, significantly enhancing production efficiency. The machine’s design ensures consistent force application and precise tool alignment, critical for maintaining the angular accuracy of missing teeth.
Fixturing and Positioning: The workpiece is secured using a custom fixture. The sliding yoke is positioned with its yoke head facing downward, and the arc surfaces of the yoke head contact two V-shaped blocks. To prevent over-constraint, the V-shaped blocks are designed as floating supports, primarily restricting circumferential rotation. The yoke’s stop face contacts a positioning sleeve, which serves as the primary constraint for axial movement. This setup ensures stable positioning while accommodating the part’s geometry.
Broach and Pull Head Design: Accurate machining of the missing teeth requires precise circumferential positioning of both the workpiece and the broach. The broaching machine’s pull head features a D-shaped guide hole that mates with the D-shaped shank of the broach, preventing rotation during operation. The involute broach, has a machined flat on its shank, with the flat’s parallelism to the broach’s tooth center plane controlled within 0.03 mm. This precision ensures the missing teeth are accurately positioned relative to the yoke’s external features.
Process Parameters: The broaching process is optimized for the sliding yoke’s specifications. The major diameter of the spline ranges from nominal to +0.025 mm, and the spline length is 205 mm. The angular tolerance of the missing teeth (±1°) is achieved through the combined accuracy of the fixture, broach, and machine. The single-pass broaching operation minimizes cycle time, making it suitable for high-volume production.
Inspection of Spline Dimensions and Angular Tolerances
Ensuring the dimensional and angular accuracy of the involute spline with missing teeth is critical for its performance. Inspection is divided into two categories: dimensional checks for the spline’s major diameter, minor diameter, and tooth slot width, and angular checks for the missing teeth’s position relative to the yoke’s arc centerline.
Dimensional Inspection: Standard gauges, such as go/no-go gauges, are used to verify the spline’s major diameter, minor diameter, and tooth slot width. Alternatively, electronic plug gauges can provide precise measurements of these dimensions. These inspection tools are widely used and require no specialized setup, making them efficient for routine quality control.
Angular Inspection of Missing Teeth: A dedicated inspection fixture is used to measure the angular position of the missing teeth. The inspection process involves the following steps:
- Fixture Calibration: Before inspection, the fixture is calibrated by inserting a calibration pin into the spindle’s reference hole. This aligns the detection rod’s centerline perpendicular to the V-shaped block’s centerline, and the digital dial indicator is zeroed. The calibration pin is then removed.
- Part Positioning: The sliding yoke is placed with its yoke head downward, and the missing teeth are aligned with the spindle’s positioning key. The yoke is inserted onto the spindle, ensuring the yoke’s arc surfaces fully contact the V-shaped blocks on the fixture base.
- Measurement: As the spindle rotates, the detection rod experiences a slight displacement, which is measured by the digital dial indicator. The displacement is converted to an angular error using a pre-calculated distance-to-angle conversion table.
The inspection fixture’s components are detailed in the table below:
| Component | Description |
|---|---|
| Positioning Key | Aligns the missing teeth during part insertion |
| Detection Rod | Measures angular displacement during spindle rotation |
| Spindle | Rotates the part for angular measurement |
| Digital Dial Indicator | Displays displacement for angular error calculation |
| V-Shaped Block | Supports the yoke’s arc surfaces, restricting rotation |
| Calibration Pin | Used to zero the fixture during calibration |
This inspection method ensures the missing teeth’s angular position is within the ±1° tolerance, critical for the spline’s functionality and assembly accuracy.

Practical Considerations in Machining and Inspection
Fixture Design Precision: The floating V-shaped blocks and positioning sleeve must be manufactured to tight tolerances to avoid misalignment. Any deviation in the fixture’s geometry can affect the angular accuracy of the missing teeth.
Broach Maintenance: The involute broach’s D-shaped shank and flat require regular inspection to maintain parallelism within 0.03 mm. Wear on the broach teeth can also affect spline quality, necessitating periodic sharpening or replacement.
Inspection Efficiency: While go/no-go gauges are efficient for dimensional checks, the angular inspection fixture requires careful calibration and operator training to ensure consistent results. The use of a digital dial indicator simplifies data collection but requires a reliable conversion table for accuracy.
Production Scalability: The three-station vertical broaching machine’s ability to process multiple parts simultaneously makes it ideal for high-volume production. However, maintaining consistent setup across all stations is critical to avoid variations in spline quality.

Conclusion
The machining and inspection of involute splines with missing teeth, as exemplified by the SUV driveshaft sliding yoke, require specialized equipment and precise process control. The missing teeth serve critical functions, including oil return for smooth axial sliding and positional referencing for manufacturing and assembly. By utilizing a three-station vertical broaching machine, a custom involute broach, and a dedicated inspection fixture, manufacturers can achieve high-efficiency production and ensure dimensional and angular accuracy. This approach provides a reliable and systematic method for producing complex spline geometries, offering valuable insights for similar applications.